Selam! Tedarikçisi olarakOPVC Boru Ekstrüzyon HattıOPVC boru ekstrüzyon hattındaki farklı bileşenlerin hız oranını ayarlamanın ne kadar önemli olduğunu ilk elden gördüm. Bu blog yazısında bunun nasıl yapılacağına dair bazı ipuçları ve püf noktaları paylaşacağım.

Temelleri Anlamak
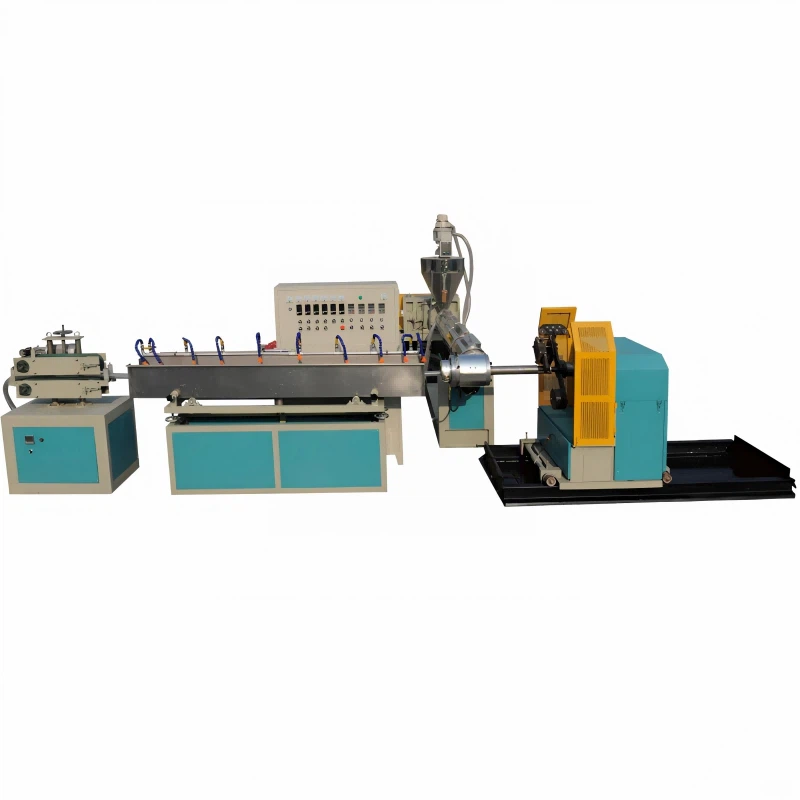
Hız oranını ayarlamanın ayrıntılarına dalmadan önce, OPVC boru ekstrüzyon hattının temel bileşenlerini anlayalım. Tipik olarak bir OPVC boru ekstrüzyon hattı aşağıdaki bileşenlerden oluşur:
- Ekstruder: Burası, ham maddelerin eritildiği ve homojen bir plastik eriyik oluşturmak üzere karıştırıldığı ekstrüzyon hattının kalbidir.
- Kalıp Kafası: Kalıp kafası, plastik eriyiğin istenilen boru profiline şekillendirilmesinden sorumludur.
- Kalibrasyon Ünitesi: Kalibrasyon ünitesi, ekstrüde edilmiş boruyu soğutup katılaştırarak boyutsal doğruluğunu sağlar.
- Taşıma Ünitesi: Çekme ünitesi, ekstrüde edilmiş boruyu hat boyunca sabit bir hızla çeker.
- Kesme Ünitesi: Kesme ünitesi boruyu istenilen uzunlukta keser.
Bu bileşenlerin her birinin uyum içinde çalışması gerekir ve aralarındaki hız oranı, ekstrüzyon işleminin kalitesi ve verimliliğinde hayati bir rol oynar.
Hız Oranını Neden Ayarlamalısınız?
Farklı bileşenlerin hız oranının ayarlanması birkaç nedenden dolayı önemlidir:
- Ürün Kalitesi: Uygun bir hız oranı, borunun eşit et kalınlığına, pürüzsüz yüzey kalitesine ve doğru boyutlara sahip olmasını sağlar. Hız oranı kapalıysa, boruların bazı bölgelerde çok kalın veya çok ince olması ya da yüzey kusurları olması söz konusu olabilir.
- Üretim Verimliliği: Hız oranını optimize ederek ürün kalitesinden ödün vermeden ekstrüzyon hattının üretim hızını artırabilirsiniz. Bu, daha kısa sürede daha fazla boru üretebileceğiniz anlamına gelir; bu da kârlılığınız açısından harikadır.
- Ekipman Koruması: Bileşenlerin doğru hız oranında çalıştırılması ekipmanın aşırı aşınmasını ve yıpranmasını önlemeye yardımcı olur. Örneğin, eğer çekme ünitesi boruyu ekstrüzyon hızına kıyasla çok hızlı çekiyorsa, bu durum ekstrüder ve diğer bileşenler üzerinde baskı oluşturarak erken arızaya neden olabilir.
Hız Oranı Nasıl Ayarlanır
Artık hız oranını ayarlamanın neden önemli olduğunu anladığımıza göre, nasıl yapılacağına bakalım.
1. Ekstruder Hızı ile başlayın
Ekstruder hızı, tüm hattın hız oranının ayarlanması için temel oluşturur. Ekstruder hızı borunun istenilen çıkış hızına göre belirlenir. Boru çapı, et kalınlığı, kullanılan hammadde türü gibi faktörleri göz önünde bulundurmanız gerekir.
Ekstruder hızını hesaplamak için aşağıdaki formülü kullanabilirsiniz:
[Q=\rho\times A\times v]
Burada (Q) çıkış hızı (kg/h), (\rho) plastik malzemenin yoğunluğu (kg/m³), (A) borunun kesit alanı (m²) ve (v) borunun doğrusal hızıdır (m/h).
Çıkış oranını belirledikten sonra ekstruder hızını buna göre ayarlayabilirsiniz. Çoğu modern ekstruder, hızı tam olarak ayarlamanıza olanak tanıyan bir hız kontrol sistemine sahiptir.
2. Taşıma Ünitesi Hızını Ayarlayın
Çekme ünitesinin hızı, borunun ekstrüzyon hızına uyacak şekilde ayarlanmalıdır. Çekme hızı çok yavaşsa boru, çekme ünitesinin önünde birikerek deforme olmasına neden olur. Öte yandan, eğer çekme hızı çok yüksekse, boruyu gerebilir ve bu da eşit olmayan bir duvar kalınlığına neden olabilir.
Çekme ünitesi hızını ayarlamak için, hızı tahmini ekstrüzyon hızından biraz daha yavaşa ayarlayarak başlayabilirsiniz. Daha sonra borunun görünümünü ve boyutlarını izleyerek hızı kademeli olarak artırın. Borunun et kalınlığını ve çapını düzenli aralıklarla kontrol etmek için kumpas veya başka ölçüm aletleri kullanabilirsiniz.
3. Kesme Ünitesi Hızını Ayarlayın
Kesme ünitesi hızı, çekme ünitesi hızıyla senkronize edilmelidir. Boruların doğru uzunlukta kesildiğinden emin olmak için kesme ünitesinin boruyu doğru zamanda kesmesi gerekir.
Çoğu kesme ünitesinde, kesme uzunluğunu ve kesme sıklığını ayarlamanıza olanak tanıyan programlanabilir bir kontrol sistemi bulunur. Bu ayarları, çekme ünitesi hızına ve istenilen boru uzunluğuna göre ayarlayabilirsiniz.
4. Kalibrasyon Ünitesine ve Pafta Kafasına ince ayar yapın
Kalibrasyon ünitesi ve pafta kafası da hız oranında rol oynar. Kalibrasyon ünitesinin boruyu ekstrüzyon ve çekme hızlarıyla tutarlı bir oranda soğutması gerekir. Soğutma çok hızlı olursa boruda iç gerilimler oluşabilir, çok yavaş olursa boru düzgün şekilde katılaşamayabilir.
Kalıp kafası, plastik eriyiğin kalibrasyon ünitesine düzgün ve eşit bir şekilde akmasını sağlayacak şekilde ayarlanmalıdır. Plastik eriyiğin akışını optimize etmek için kalıp kafasının sıcaklık ve basınç ayarlarını yapmanız gerekebilir.
Yaygın Sorunları Giderme
Hız oranının dikkatli bir şekilde ayarlanmasına rağmen ekstrüzyon işlemi sırasında hala bazı sorunlarla karşılaşabilirsiniz. İşte bazı yaygın sorunlar ve bunların nasıl giderileceği:
1. Düzensiz Duvar Kalınlığı
Borunun eşit olmayan bir duvar kalınlığına sahip olduğunu fark ederseniz, bunun nedeni ekstruder ile çekme ünitesi arasındaki yanlış hız oranından kaynaklanıyor olabilir. Çekme ünitesi hızını, ekstrüzyon hızına daha yakın olacak şekilde ayarlamayı deneyin. Ayrıca pafta kafasını ve kalibrasyon ünitesini herhangi bir tıkanma veya yanlış hizalama açısından kontrol etmeniz gerekebilir.
2. Yüzey Kusurları
Çizikler, kabarcıklar veya pürüzlü noktalar gibi yüzey kusurları, yanlış hız oranları, uygunsuz sıcaklık ayarları veya kirlenmiş ham maddeler gibi çeşitli faktörlerden kaynaklanabilir. Tüm bileşenlerin hız oranlarını kontrol edin ve ekstruder, pafta kafası ve kalibrasyon ünitesinin sıcaklık ayarlarının önerilen aralıkta olduğundan emin olun. Ayrıca ham maddeleri herhangi bir yabancı madde açısından inceleyin.
3. Düşük Üretim Hızı
İstenilen üretim hızına ulaşamıyorsanız bunun nedeni hız oranlarının optimize edilmemiş olması olabilir. Tüm bileşenlerin hız ayarlarını gözden geçirin ve birlikte verimli bir şekilde çalıştıklarından emin olun. Ayrıca ekipmanı, süreci yavaşlatabilecek mekanik sorunlar açısından da kontrol etmeniz gerekebilir.
Diğer İlgili Ekstrüzyon Hatları
Buna ek olarakOPVC Boru Ekstrüzyon Hattı, biz de sunuyoruzPVC Elyaf Takviyeli Hortum Üretim HattıVePVC Çelik Tel Hortum Ekstrüzyon Hattı. Bu hatlar aynı zamanda yüksek kaliteli ürünler sağlamak için farklı bileşenlerin hız oranının dikkatli bir şekilde ayarlanmasını gerektirir.
Çözüm
OPVC boru ekstrüzyon hattındaki farklı bileşenlerin hız oranının ayarlanması, ekstrüzyon işleminin ve ilgili ekipmanın iyi anlaşılmasını gerektiren kritik bir iştir. Bu blog yazısında özetlenen ipuçlarını ve teknikleri takip ederek hız oranını optimize edebilir, ürün kalitesini geliştirebilir ve üretim verimliliğini artırabilirsiniz.
OPVC boru ekstrüzyon hattı arıyorsanız veya hız oranının ayarlanmasıyla ilgili sorularınız varsa bizimle iletişime geçmekten çekinmeyin. Ekstrüzyon ekipmanınızdan en iyi şekilde yararlanmanıza yardımcı olmak için buradayız.
Referanslar
- Edward A. Gradoski'nin "Plastik Ekstrüzyon Teknolojisi El Kitabı"
- "Ekstrüzyon: Kesin İşleme Kılavuzu ve El Kitabı", Christopher Rauwendaal



